Table of Contents
This is an old revision of the document!

REF: Tools - 120
Tap and Die
See also in the Sportsterpedia:
Taps
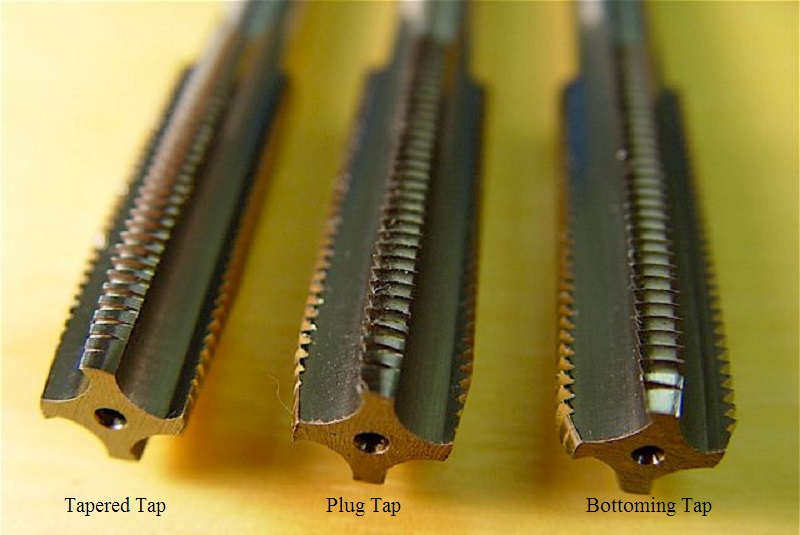
Types of Taps
- Tapered straight fluted- has a long tapered end, makes it easier to start and straighten an untapped hole or align to an existing hole
- Bottoming straight fluted- which are near flat ended wit a slight end taper, made to get threads to the bottom of a blind hole
- Plug type straight fluted- plug chamfer style for thru hole applications or blind holes with sufficient clearance 1)
- Spiral fluted Tap- brings chips out of the hole, good for blind holes 2)
- Spiral Pointed Taps- have angular flutes at the front end of the tap to propel the chips ahead of the tap. This feature plus the excellent shearing action of the flute make spiral pointed taps ideal for production tapping of thru holes.3)
- Taps are also made with different numbers of flutes: 2,3,4 and 6 fluted versions
- Wider flutes make the two flute taps ideal for horizontal tapping while three flute taps are suggested for use in deep, or blind holes in soft, stringy materials. They provide more room in the flutes for chip removal than four flute taps. 4)
Tap Wrenches
Standard Tap Wrench (spanner)
- It's used with two hands with equal force from both ends. The tap wrench (that usually comes in the kits off the shelf) is either made of cast or cheap metal. These may distort around the tap area or simply break during use. The higher end tap wrenches (usually bought separately) are solid steel with a hardened plunger. These will usually hold a tap tighter and you'd have to abuse the wrench to break it.
- One end of the handle will screw toward the tap, in some fashion, to hold it.
- Advantages:
- It helps you straighten up on a hole with the visual of the horizontal bar.
- It gives you the power to manipulate the hole.
- Disadvantages:
- While turning, you can loosen the tap accidently by turning backwards on the tightening end of the wrench.
- The handle (depending on wrench size) may be too long to fit the work area whether due to length or confinements.
- “V” shaped plungers can break with too much turning torque applied when used with round tooling.
| Standard tap wrenches. 6) | No name, cheap metal. (center distorted) But, it has ran many taps. Holds the tap via a threaded handle. 7) | Hand made tap wrench 8) |
 |  |  |
| This Starrett 91D, specs here (for tap sizes 5/16“ - 3/4”) has a “V” shaped plunger which allows you to grip and hold square and round tooling. One use for this feature is using the tap wrench to turn a reamer for bushings. Holds the tap / tooling via an internal plunger pushed up by the knurled threaded handle 9) |
||
 |  |  |
"T-Handle" Tap Wrench
While most all hand tap wrenches can probably be considered “T” handles, the ones below are most considered as such.
- The T-handle tap wrench has jaws centered around the tap that are held tight against it via a collet system. Most of them are built basically the same no matter the who makes it. However, due to material and workmanship, some 'feel' better than others.
- Advantages:
- The smaller design yields less torque at the handle than a standard tap wrench which may help keep from breaking a tap off in the hole (when ran in to 'hard resistance' and backed out repeatedly).
- It's small enough to be used with one hand.
- The handle is shorter than standard tap wrenches allowing for use in tighter conditions.
- Longer shank wrenches can be purchased to move the T-handle away from your work piece.
- Disadvantages:
- Starting the threads with one hand can easily set the thread pattern off center.
- Small diameter handles can bite into your skin.
| T-Handle tap wrenches 10) | |
 |  |
Spindle Mounted Tap Wrench
This tap wrench is made to fit into a spindle as in a milling machine or a drill press. The spindle simply keeps it centered while you spin it by hand. This helps you to cut straight threads true enough.


However, (due to the design and depending on what metal you're tapping) when the tap gets tight enough during the threading process to start cutting threads, the jaws of the wrench will flex inside the collet. With the wrench tight against the tap and the collet pulled down tight, the jaws will turn in a non-vertical position to the wrench center. For those like to 'feel' the cutting process, this does not help. It could also lead to a broken wrench or tap.


Wrench Options for Taps
- Although the use of proper tap wrenches will allow you to cut the best threaded holes, there are certain situations where they are cumbersome or too big to fit the application.
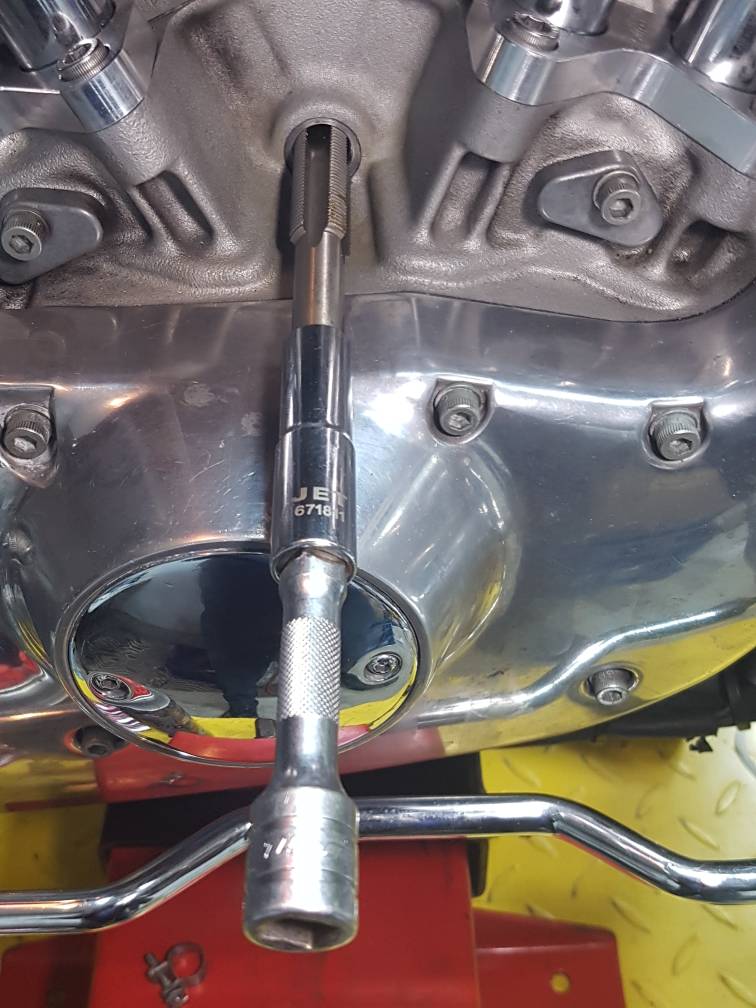
- Tap extensions are manufactured and available for use to extend the wrenching area away from tight spaces. Care should be taken as this also increases the torque thru the extension and to the tap which could result in breaking the tap off in the hole.
- An alternative tap extension can be fashioned with a 3/8“ socket extension turned backwards so the internal square fits over the tap and the external square will allow accept a standard tap wrench.
 |
- A socket wrench can be an alternative to allow use of extensions which help in tight places where a regular tap wrench can’t be used.
- It is not the proper tool to cut new threads as it is difficult to maintain center and it will also allow you to use too much torque and break the tap off in the hole. A 1/4” or 3/8” drive wrench will do better at throttling torque than a 1/2” drive. Use at your own risk!
- An 8-point or 12-point socket of the correct size will fit snug over the end of a tap and allow you to use a socket wrench to turn the tap in.
 |  |