Table of Contents
This is an old revision of the document!

REF: Oiling & Lubrication
Oil Lines & Modifications
Running Copper Oil Lines




Copper Lines for Ext Filter (75 XL)
Article by sifty of the XLFORUM 4)
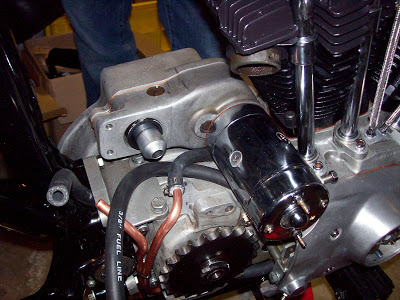
The oil return fitting is on top of the case beside the vent, not in front of the pump.
So there's no easy way to route the lines for a filter.
The return needs to run down and forward to the oil filter and back to the tank.
(in addition to the vent line and the oil feed to the pump)
- The oil tank mounting bracket has a large grommet in it.
- The hole was enlarged to help cut down kinks while passing 3 lines through it.
- The hole was filed out to a rounded rectangular shape and a large round grommet was cut down fit the new hole.
- Because of tight space, short sections of copper tubing were used in place of thick rubber hose.
- A short piece of rubber was placed at each end of the copper lines.
- The ID of the copper tubing is slightly smaller than the desired 3/8” so it isn’t ideal.
- But it avoids any 'squishing' of the rubber lines.
- And is probably still may be better than the 90 degree elbow joint at the output connection.
- The copper is refrigeration tube which is soft drawn and in a coil and doesn't need annealing.
- Copper work-hardens easily however.
- A tubing bender was used for the bends in small increments with care not to make too tight a bend.
- With double bends, the bender wouldn't work well.
- And the tube tended to flatten out or kink when trying to bend by hand.
- Getting the bends in the right place is difficult.
- You have to mark the bend location on the tube and get the bender in the right spot and at the correct angle.
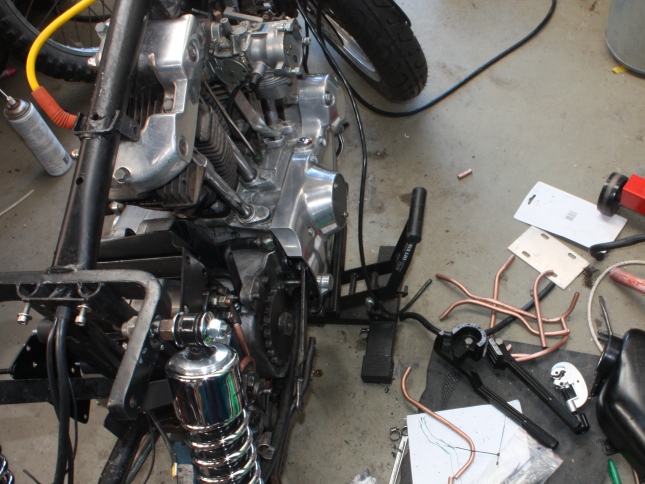
- The plan was to feed the oil down to the filter hose and back in copper.
- This should leave enough room for the oil feed from the tank to be run entirely in rubber.
- The two lines are temporarily in position (note smooth curves).
| 1 | 2 | 3 |
 |  |  |
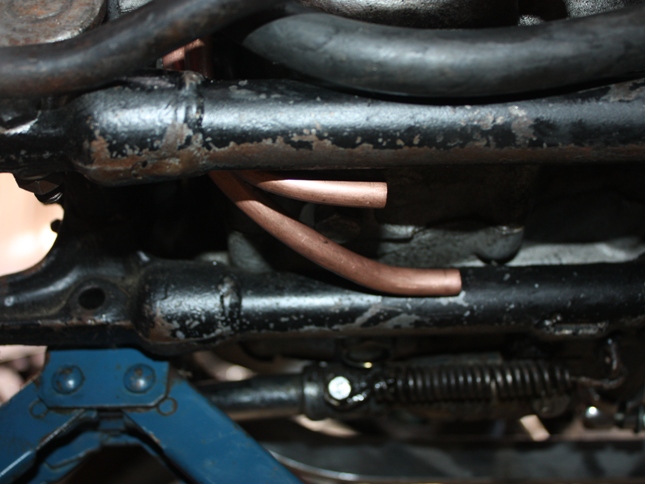
- With the oil feed tube in place, it seems to be enough room there.
- The tubes underneath were staggered so the connections would not be beside one another.
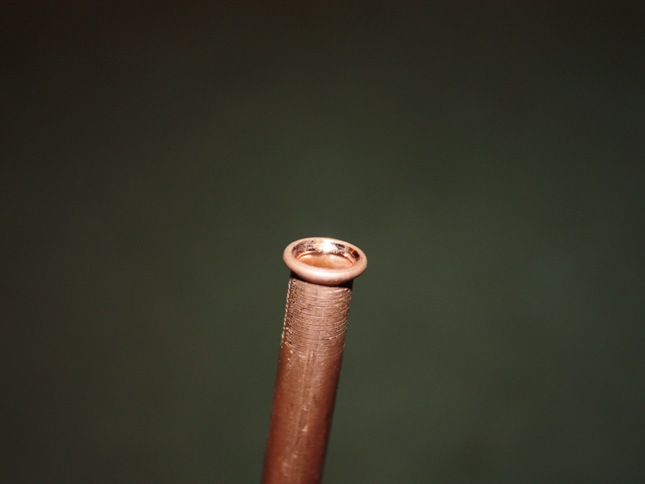
Note, these are just the first stage, there is no flaring of the tube ends yet. - The cut ends weren't perfectly round with so a long spring (from a hardware store) was snuggly fitted into the end before bending.
The bends were made slowly and the spring pulled out under tension afterwards leaving a perfectly round section.
| 1 | 2 | 3 |
 |  |  |
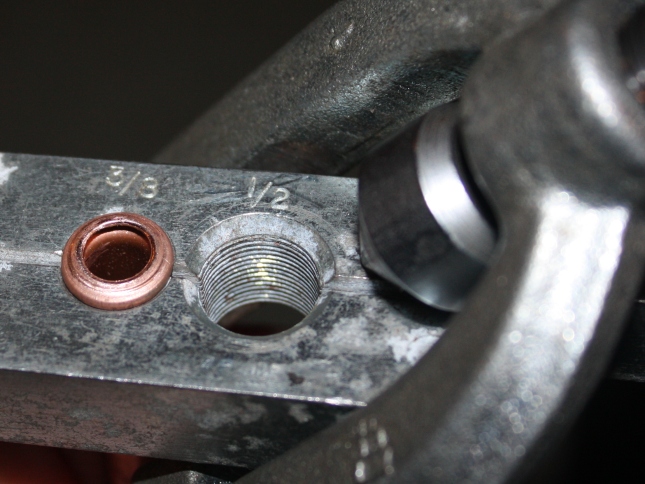
- The ends were double flared for strength and a solid connection to the flexible hose sections.
This is the first pass on the flaring tool. - The second pic shows the finished double flare.
- In the third, the tubing is bent and ends prepped.
| 1 | 2 | 3 |
 |  |  |
- Adhesive lined heat shrink was installed around the copper tubing for protection and vibration damping.
They'll also be snugged down with cable ties so they shouldn't rub against any moving parts. - Thin walled feed line (for max clearance) runs straight down and along the frame rail and tied the lower hoses where appropriate.
Heavy duty hydraulic hose for the lower sections to the filter to avoid any of the ties crimping the hose and to offer more mechanical protection.
| 1 | 2 | |
 |  |  |
1)
photos by zman69 of the XLFORUM http://xlforum.net/forums/showthread.php?t=29406
2)
photo by Jtrapass of the XLFORUM http://xlforum.net/forums/showthread.php?t=360592&page=2
3)
photos by calabeast of the XLFORUM http://xlforum.net/forums/showthread.php?t=719598