Table of Contents

REF: Engine Mechanicals - Sub-01W
Aftermarket Lifter Issues
Roller Pin Manuf. Defect and Repair
It seems aftermarket lifters have a tendency to be wide at the roller end (at the opposite pins holding the roller).
Measure them before installing to be sure they won't scratch the lifter bore when turned home. 1)
The Fueling lifters below had this problem.
The company (when contacted) said they would replace them but with concerns of receiving the same issue with replacements, these were resized at the base.
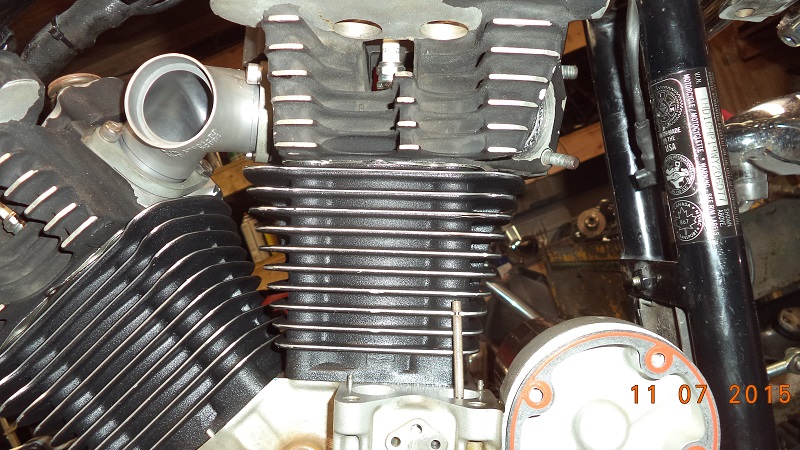
The lifter has to be installed in the top facing the flats toward the engine or it hangs up on the cylinder fins.
Once down past the fins, you have to turn them 90 degrees to get the anti-rotation pins in.
The lifter was cutting into the bore while installing them and turning them sideways.
The extruding sides were cutting on the opposite ends of the roller caps and gathering aluminum shavings in the pin hole recesses.
 |  |  |
Upon measuring, the main body on this particular set of Fueling lifters were .903“ on the main body with the roller end being .9035”.
When the lifter roller pins (or pin caps) were pressed in, this process apparently warped out both opposite sides of the barrel ends.
This is similar to squeezing the top of a paper cup. The factory clearance is .0008“-.0020” and out of service limit at .0030“
The distance from side to side opposite the roller pin sides had a diameter of .0005” more than the main body.
The extruding part of the lifter base acted as a cutter on the lifter bore.
They were chucked in a lathe, filed and lightly polished with medium grit sandpaper which brought them down to .903“ all around the base.
The file was raised up slightly so only the extruding side ends would graze the file.
 |  |  |
91-Up lifters are not in replaceable lifter blocks. So wear in the bore is critical.
The FSM says since this model has no tappet bushing, the only way to fix 'out of service bores' are bigger tappets or a new case.
So the bore was honed slightly to remove the bulk of the scratches made by the oversized lifter end.
The hone was made from a ball hone with the balls removed and 400 grit sandpaper Gorilla glued to the shaft.
To keep center on the hone, a bushing was cut on the lathe with a slip fit hole small enough to accept the wire handle.
| The bores are slanted toward the pushrod cup of each rocker arm. 2) | Homemade hone to lightly clean up the lifter bore. 3) | |
 |  |  |
The hone was turned by hand for app. 10 turns (while holding the bushing in place) per lifter bore to clean up the scratches.
Due to the slanted bores, the bushing was raised slightly while honing.
| Hone held through center of pushrod hole. 4) | This is all that was removed from all 4 bores combined and from the bottom of the bores. 5) | All scratches weren't removed but honing too much would open the bore too far. 6) |
 |  |  |