Table of Contents

REF: Service Procedures 9P
Trans Corner Reinforcement 1954-1972
Article by Dr Dick of the XLFORUM, 1)
It's common knowledge that '72< bikes may have had their trans corner of right crankcase damaged and then fixed by welding everything back together. Sometimes those repair jobs are good quality, sometimes maybe not so good.
How to keep your original undamaged cases safe, that is if your lucky enough to have undamaged cases, and how to fix damaged cases correctly the 1st time.
- Some people may feel the case is so weak that it breaks from the power going through the transmission. I don't believe this is true.
- Years ago it was believed by some that the speedo drive adapter would shed its gear and then the broken off gear would get caught in the mesh of the power carrying gears, forcing shafts apart and busting cases at the right countershaft bearing boss. I don't share this view either.
- What i think happens is:
- When the power carrying tooth or dog or gear gets stressed enough to break in the trans, it gets caught between the meshing teeth of the power carrying gears which forces the shafts to separate. This overloads the counter shaft boss.
- The right side of the countershaft drops from the broken boss, (breaking off the speedo adapter gear) and then the crooked counter shaft cracks the trans door.
- With 2 pcs of shrapnel floating around, the original broken dog or tooth plus the now busted off speedo gear, you pull in the clutch and coast to the side of the road. With the rear chain still driving mainshaft rotation.
- The mainshaft tries to keep the misaligned countershaft spinning (which it does until the rear wheel stops turning). That delinquent countershaft continues to destroy everything it can sink its teeth into (most importantly your cases).
- If this happened to you, you would get to thinking;
- “Man I'd happily buy every trans component brand new without a whimper if my cases had endured this failure. It would be a ton better than fixing my trans and my cases.”
- It's impossible to completely remove the possibility of a broken power carrying component. The best you can do is the help your cases survive the above scenerio. And that is a BIG deal when your standing on the side of the road, lookin behind you, at a 2“ wide, 100 yard long trail of tears…. that mere seconds ago was your trans lube.
To that end I have reinforced many cases. Most of the time, they have endured the above scenerio. Rarely they haven't. It depends on how severe the inital explosion was.
- Because these old bikes get stripped down for parts way more often than they get resurrected, preserving the good ones is important to me. The fix described here will not allow trans driven speedo anymore so this is a reversible mod. It can be undone to bring a bike back to oem specs.
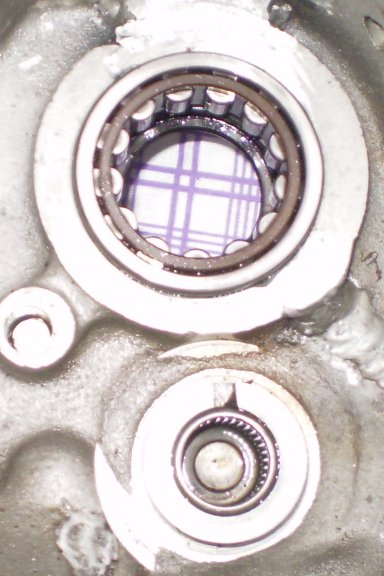
- A cross section view of the right crankcase at the countershaft boss.
- The 52-53 is the 1st iteration of the design. Each after that is noted as to the upgrade.
- And this is the most common mechanism failure (not the only failures, just the most common)
- The red is the broken areas. How long the countershaft continues to spin after this initial case failure determines how much worse the damage will become.
- The 73-76 cases are almost immune to this failure. It's rare to see them welded up. They can survive all but the worst case scenario. The 77-79 cases were slightly thinner. They break more often but still are stronger than the 72< design. Then around 1980 you start seeing cases busted badly again. They must be cast of lower quality material.
- When you hear of guys 'dehumping' 1000 cases for kick only models- what your really hearing is how to get the strongest foundation for your kick only. Its the strength of the 73-76 cases that makes all that work worth while.
* Before you assemble the ring to the case you need to remove any mushrooming or raised burrs due to cshaft thrust washer kissin on the face of the case boss.
- On Late 66>-72 cases this fix can be considered done. Early 66< cases are inherently weaker from the missing .125 fillet.
- The reinforcement rings:
- Doing the above is a big help and is advised but at times even with the ring installed, it will still fail as shown in the red pic.
- Optionally, you can go to the next level- you weld the ring so the ring becomes part of the case instead of part of the boss.
- Note that the welds are small enough that they can be removed to restore the original design. Some guys screw rings to the case with screws thru the .250 thick wall behind the ring instead of welding.
I've never done that but I have seen and worked on bikes setup like that. They seem to work ok. Are there any hidden problems with the screws? I don't know.
- The shown welding can also be done on the L66-72 although its not really necessary unless your boss is hairline cracked.
- When doing this mod keep press fit between the ring and unmolested boss O.D. to .003 in. max. Even a .0005 in. press fit is ok.
- To achieve this fit, the ring usually falls in the tolerance band indicated in the pics.
- If your boss is slightly damaged, shooting for the indicated ring bore size will get you back on the road.
- There are many different ways cases have been damaged, and there are many possible ways to fix them (some better suited than others).7)
- The replaced corner section or any repair where the weld beads stray off the surface surrounding the bearing bore will warp the case seam as described. I'd like to address this to guys who own bikes that this has been done to because this warpage may be present on your bike.
- One of the 'blank' areas is what happens after the fix is done.
- How reliable is the fix?
- What can I expect down the road?
- Let's look at those questions. You bring your case to the welder, a truly grade A welder. He welds it. You ask him those 2 questions. He can't answer them because he don't know jack about a 900.
- Same goes with the machine shop. You bring your case to a truly grade A craftsman. He machines it. You ask him those 2 questions. He cant answer them because he don't know jack about a 900.
- Where does that leave you, the owner? Blank. That's where.
- What you needed was a 900 shop that does their own welding and machining. A guy who can weld and machine around the idiosyncrasies of a 900 and hang his reputation on the fact he covered all bases needed for a permanent fix with no compromise and no worries on your part.
- There used to be lots of us. I guess that's not the case any more. I had done dozens of these before rich products introduced a replacement section and well over 100 since. I've used 3 different methods in regard to the warpage, depending on how much the owner wanted to sink into the repair.
- These are my observations:
- No warpage control at all: real world street use problems I've seen with this = zero. The left side case flexes to meet the warped right. This don't seem cool but it seems to work fine.
- Build up surf & re-machine. real world street use problems I've seen with this = zero.
- Flex right case opposite before welding, re-machine part surf and 3 motor mount pads surrounding studs: real world street use problems I've seen with this = zero. By far the cleanest most professional result but you need to be familiar with the exact way the case is gonna distort to make this an effective route.
More information
- I have done a set of cases with a thin metal ring made from the outer race for the mainshaft 23rollers. It's I.D. is slightly bigger than the boss. I seem to remember using a 5 thousandth in. shim to close the gap and obtain a press fit, plus stud Loctite to lock it in 8)
- For other cases, I've used alloy rings, with a slight vertical cut on the face to ensure the Torrington will receive enough oil… 9)
- For most guys with a small garage, welding and machining is not an option and can take the non welding route most of the time as far as cases are concerned if welding is not strictly necessary and can be avoided.
- A nicely light press fit helped with stud loctite will go a long way!!! My above mod on my KHK cases was done some 15 years ago at least, hasn't move a yota, suits me fine!!! But then, the crack was minimal and caught in good time before it got worse… 11)
- Seems like everybody does these a little different. I use a steel ring .0005” tight and install using locktite sleeve retainer (green). And yes,I have never had a problem- Street or strip. I do not like welding on the cases without them being torqued together unless it is absolutely necessary. The green locktite sleeve retainer is some very permanent stuff. 12)
- Red Loctite is High Strength thread locker , Green is bearing and sleeve retainer and typically for non-threaded apps . There are also two types of green: one is self wicking the other is meant to be applied before assembly. 13)
- Probably depends on what's available near you. If I had to do it myself I'd go the machined route, but where I used to live there were at least a dozen guys who were TIG-welding gods. Most of them could weld aluminum cans together and have it come out beautiful. I'd say that if you have Grade-AAA welders available and if you are equipped to touch up the cases afterwards, it's a better fix. But if not, the machined part is likely to give better results. 14)
- Apples and oranges barefoot:
- Apple: see a weakness - fix weakness 100%. These guys usually can because they have access to all the machinery needed and the expertise to make it happen. 15)
- Orange: bike is apart in my kitchen. I got no tig or mill. It's been together with the weakness for 50yrs. If I can bolt an improvement in without breaking the bank, that's an option. 16)
Mainshaft Bore Damage
By Dr Dick of the XLFORUM,17)
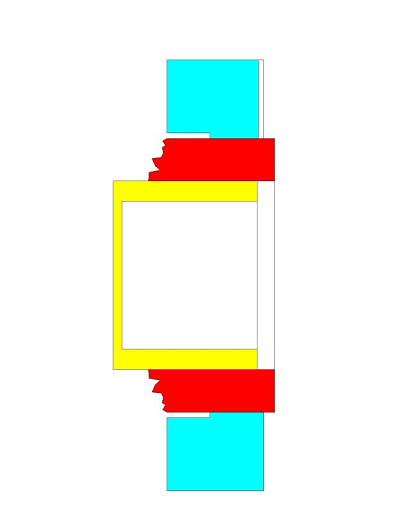
- An overly tight (I.D.) reinforcement ring pinching the needle bearing bore must be avoided.
- On L66-72 it will lead to bearing failure.
- On 54-early 66 unwelded rings this may be seen upon bearing replacement where the yellow is the bearing:
- Its hard, if not impossible, to get a measurement off the case boss O.D. I made up a set of gauging rings in .001 bore increment steps to find boss O.D. These gauging rings need to be long enough to be manipulated inside case.
- Then I shoot for .001- .002 press fit.
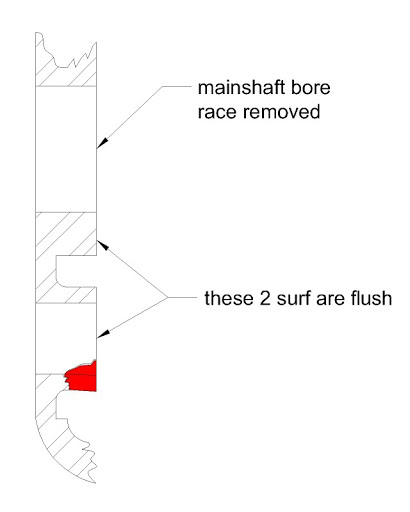
- Notice the stepped bore of the case around repair area. As time passed, I came to realize that its not too cool to put compressive forces on the boss so close to the case wall. I believe this adds more stress concentration to corner junction of boss and wall.
- Consider the .225 in. relief depth to be the minimum (.250 in. wont hurt).
Bore Boss Repair
- Not so bad. Of the different kinds of damage this is the easiest to repair and in my opinion results in a phenomenally tuff crankcase. I never seen one fail after what I'm going to describe. I have personally done this procedure many times. My '60ch 72“ is done like this. I hammer the hell out of that bike. 19)

- But 1st:
- When you weld you WILL get warpage that accompanies that welding. The more you weld the more warpage you will get. The underlying cause for this is: as metal changes temperature, it changes in size. 21)
- The temperature change in the weld is from molten to room temp. The temp change in the surrounding parent material is less. The parent material obviously cant be preheated to molten so there's a difference in size change between the welded and the case material. 22)
- This is the warpage.
- Sometimes repairing the warpage is a bigger job than the original repair (when money is being considered). So, getting the countershaft held firm without excessive welding and the warpage that accompanies it is the least intrusive to your cases and your wallet.
- What you got now. 23)
- The details: Ring 6061-T6 alum, filler rod 4043 alum.
- The 1.75 in. case bore will keep the weld away from the lower kicker cover bolt and dowel. It will also leave a 1/8 in. wide deck in the case that gives you a set height to work from. 25)
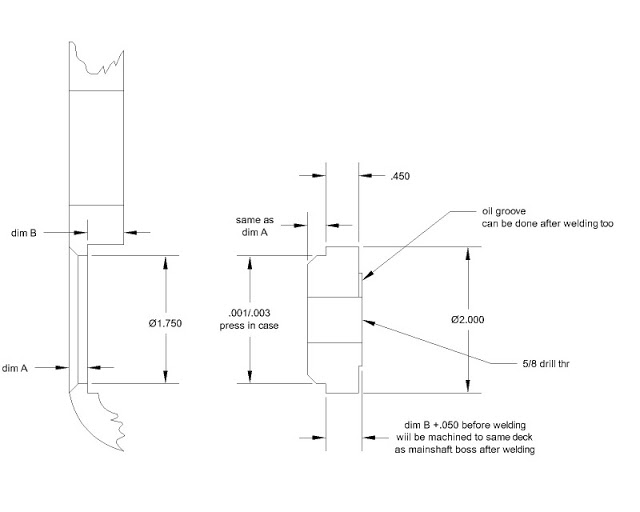
- This is the finished product: 27)
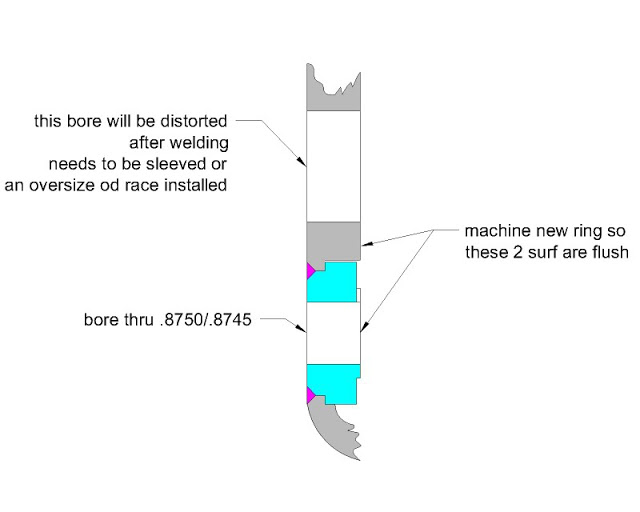
- This welding also needs to be done before reshooting bores. 29)
- This procedure results in no perceptible warpage at the case parting seams. this cant be said when the case corner is blown apart and a new cast corner piece is welded in. Obviously the outcome is dependent on quality of workmanship. When doing this work the time is right for making sure your door fits correct too. 31)
More Information
- After welding a support on the countershaft bearing bore, trap door to bore may need to be re-checked. If the bearing support as in the picture is that badly cracked, welding may be the only answer. 32)
- Case bores should be line bored after welding since the holes 'walk' during the welding repair. 33)
Other Pics
From Iron Mike 34)
First task of the new year. I made the ring up this morning, utilizing the print from the Dr. I verified dims against the case on hand and all were accurate (to be expected). So I would expect farming out a ring to a machine shop should yield the same results. I was doing a pre-radius style (1963 case) so I opted to tack weld it in position. However the ID dimensions required warming the ring upon install, and allowed cooling while held stationary in the arbor press. The fit cooled and provided the proper interference. My point being you should be able to tackle this in your garage without the need for welding or heavy equipment, since your case lands in the realm of the boss with the fillet. One suggestion might add, be prepared with a draw bolt/spacer assembly prior to warming and seating the ring. This would allow you to install the heated ring and cinch it to the cases while cooling. You would need to remove the closed end bearing of course.
Machining Mainshaft / Countershaft Bores
Article by barefoot 36)
There is an art to this and it's not for the inexperienced builder. Also, many people don't have much time on a Bridgeport milling machine: and if someone else has a better way I'm all ears, even creaky old wooofers can learn new tricks (if there's a treat involved) –
- If you had prints it would be a lot easier. Since these things are sixty years old, there should be some floating around. But if you don't have 'em forge ahead …
- 99 chances out of 100 the first surface they created when doing the original machining was the middle case split. So, If you welded on that casting, first thing I'd do would be to throw that case half on a flat surface and check that it is still flat. A surface plate is nice but float glass works almost as well and it is cheap. Run by your friendly neighborhood glass shop and have them cut you a 2' x 2' piece of 3/8” plate and sand the edges.
- Throw the case half on it and see that it's flat. If it's only a little bit rickety then throw some fine valve grinding compound on the plate and lap it flat. May as well throw the other half on and do that one too while you're working up a sweat. Cases that don't leak are nice.
- If your part is way warped, better talk to a guy who does a lot of aluminum welding about straightening it before you even start, not gonna go into that here.
- So, you've lapped the case half and it's now flat as Twiggy's chest, grab the best indicator you've got and square up the head on the Bridgeport. Then do it again and make it better. If the table is older and worn down in the middle, consider picking up a piece of tooling plate for a sub-plate and facing it off. Where the cuts overlap you should see witness marks but take off no metal.
- Oh wait. I forgot to mention stone the table first. Just a light foop-foop over the table, knock down any nicks or burrs.
- Diversion into indicators : get the best one you can afford. No, get one you can't really afford. My favorite ever was an Alina that they don't Make any more, long lever, two inch dial that was built like a tank. ACCURATE !! You could read it from across the room. Each division was big. The needle didn't glitch all over. It didn't waffle around like a cheesy Central p.o.s. It actually saved time and grief because you ran that thing around a hole or down an edge and you could TRUST it. That's an important tool to have ; upon the indicator everything else depends, get a really good one and baby it. You'll be glad you did.
- So now you've got a chance at keeping things square and flat and perpendicular and all that jazz. This is like top-level important. If this is wrong, nothing can come out right. EVERYTHING HAS TO BE RIGHT TO GET GOOD ACCURACY, AND THAT INCLUDES THE FLOOR IT SITS ON.
- At this point I'd take a skim cut off the outside edge of the cam chest. That surface is supposed to be parallel to the centerline and by now it most likely isn't. Plus it's going to be your clamping surface. Take as little as possible but there's room in there to lose a few thou.
- Now you can flip it back over onto the table or your subplate or maybe a set of 1-2-3 blocks. I love 1-2-3 blocks. For the amount of metal you are planning to remove, I wouldn't worry about supporting the transmission but that's up to you. Can't hurt, as long as you don't 'oversupport' it out of parallel.
- Here's where you get to start guessing. Not wild-ass guesses, supposed to be educated guesses. Right?
- It looks to me like the shafts in the tranny are vertically aligned. If you can just go off a trap door, skip this but if there's nothing there and you want to try to replicate what HD did, then I'd make a spud that fits the hole for the crank. Drop the case half on that (crank side facing up), snug it down lightly, then indicate across two of the cam bearing holes. You can get to those from the inside. Bang it round a little around the spud to get them aligned with the axis of the table. If you line the cases up crosswise against those holes, then chances are real good that you've got the cases lined up in X the same as the factory intended. Tighten that hummer down then run back to the tranny.
- The advantage to doing this even if you don't have to is that when you come to check on the center distance between the tranny bearing bores, you won't have to be doing sines and cosines. I hate those. I like my numbers straight, not all kinky. Even if we are working on a tranny …
- Pop on the other case half (you lapped it, right ? So it should be nice and flat and go on and off smoothly). Check the mounting surface for the trap door. Parallel ? Better be. I shoulda done this first. Move it up to the “before” step. Luckily we're doing this on paper. Did you ever hear that a good machinist is not one who never makes mistakes, it's one who can do a good job fixing his mistakes ?
- If it isn't parallel, make it be. Take off as little as possible.
- If you have a known-good door, slip it on (hope the dowels aren't too tight, you want it to be snug but still go on and off without hammering). Indicate the mainshaft in the trap door and indicate it in the cases.
- If not (probably not, you just welded on that thing so most likely it's warped). Decide what you want to do. I would say that, since you have made all the mating surfaces good and flat and you welded the area right next to the mainshaft, if it's off then it should be fixed. You can bush it pretty easy, it's a steel insert cast into the cases, yes ? Seems to me you don't want to go really thin but a sixteenth wall thickness should be okay … if you've got the room, an eighth would be better.
- I like a shoulder on bushes like this but maybe there is no room. And they are more work and take up space. Another way to lock it is to drill half in the bush and half in the parent metal then tap for a little setscrew. Loctite the screw in, chop the head off, bob's yer uncle that bush she ain't gonna go noplace.
- The trap door is more likely to be correct than the cases, you didn't weld on it. Sleeving that bearing is going to be a bit of a pain in the ass but a crooked bearing is a bad deal and you already went to all this work … shafts that spin straight and true are good.
- Off-track remarks,
- In your gearbox, what you really care about is that the shafts are:
- PARALLEL. That is the MOST IMPORTANT THING.
- The correct distance apart. This is also important but there is some room here. Gears are designed to have backlash. With a 14 1/2* pressure angle, the center distance change is about twice the number for the backlash. That is, if you have a pair of gears that are tight at 6“ centers and you want .003 - .005” backlash (that's about what I'd guess for Sporty gears) then you spread the center distance twice that - .006“ to .010”. So the real world center distance is only half as touchy as you think. 20* pressure angle is about one-and a-half times instead of two times (these are rough numbers, if you want to get right on the nipples grab a copy of Colvin & Stanley, Gear Engineering (I think, brain ain't what she used to be.) C&S is not full of arcane stuff, just useful formulas for figuring backlash, tooth thickness, o.d., p.d., worthwhile things. Machinery's Handbook has that stuff also - if you're going to work in metal, go buy a used five year old copy for cheap, everything you will ever need is in there but the print is pretty small for geezers.
- In this case since the gearbox is driven by a chain, you really don't need to sweat the center distance from the crank. That's nice, gives you leeway in your bearing placement. And the shift mechanism is mounted to the trap door, not the cases, so no worry there. AND, because of that, I'd tend to make the trap door my defining locations. The shift shaft is a pretty sloppy fit in the tower, should work fine even if you move the gear locations by ten or even twenty thou.
- If you gotta known good trap door, at this point just indicate the bores from the trap door then cut them into the cases. Viola, you're ready to rock. While you're in there, face off any thrust surfaces so that they are flat when you put a thrust washer up against them.
- Speaking of which, apologies again if you already know this but for boring in welded aluminum (ugh, gooey stuff), I liked my square Criterion boring head and a high speed steel boring bar. Unless you have the diamond lapping thingy, you can't get carbide sharp enough for this kind of work. And if you have that slow-wheel diamond lapping thingy, I should be listening to you instead of the other way 'round. You could rough the hole out with a two-flute center-cutting end mill, or drill it first with a 1/4“ drill then the end mill. Those center-cutting end mills don't center cut as good as they say, a quick drilled hole up the middle is a big help. WD-40 is okay for this.
- On the other hand, if you don't have a known-good trap door, you can still do the educated guess thing. Since the only critical thing here is parallelism and to a lesser extent shaft centers, you can be off quite a bit from HD location and it will still work exactly the same. You can measure what you do have and those numbers are probably crappy but will give you some starting info. Just remember that you if you get too far off you'll have to mess with the shift tower thingy, too. It's unlikely that you'd get that far off but just don't forget about it entirely.
- These gears are DP (inch). You can be pretty sure of that because everything in a fifties HD is inch Even without the little metal gear tooth gages that roll with the teeth. Do all your numbers in inches.
- Gears need backlash. We know that. In this size box they would probably go for .003 - .005” or more. These are 20* pressure angle (freeby info from me but you can check it with the tooth gages if you like) so the center distance change to get that would be about five to ten thou. If they were smart they went to the big side because a little extra lash doesn't hurt anything but binding gears in a somewhat feeble (the gears aren't 2“ wide on 2” shafts, they are gonna deflect under pressure) housing would be bad.
- There are two ways to get backlash. You can spread the shafts or you can cut the teeth deeper. In general people choose to spread the shafts. It makes calculations easier. But sometimes they will cut the teeth deeper. It depends on the situation and the smarts of the designer. In one case you add a few thou to a single center distance. In the other you recalculate ten gears. If the designer worked in a shop he goes with Plan A. If he just came out of school and likes the pretty even numbers on a drawing and doesn't care who has to suffer for it, he goes with Plan B.
- You can double-check this in a crappy way by sticking some gears on the shafts and throwing a set of verniers over the shafts. Hold them tight together. Subtract half the diameters of the two shafts and that's your no-backlash center distance. Add your ten and there ya go.
- In some cases you can triple check your assumptions by throwing the verniers over the bearing bores then adding half the diameters. But in this case one bearing is a needle with no inner race so you're kinda screwed. And the bearings in the output side case are at the bottom of a hole For something rare and expensive you could make a little test fixture but maybe not needed for a Sportster …
- Now that you know your guessed center distance, and knowing that the thing is chain-driven, you could put the bearing bores wherever you wanted, always remembering to keep the thing square to the shift tower.
- So, if you are crazy and you really like the short-wheelbase Sportster, you could rotate that gearbox 30* I bet, cut out a half inch or more of the transmission housing, re-weld, and make a super-short wheelbase very Sporty Sportster. I wonder why they made that thing so long in the first place ?
- About size, the fit is specified in the bearing book, you can look it up. I always try to go to the tight side 'cuz it's goin into aluminum which expands with heat but that's just a personal choice. Other people probably have a different opinion.
- If the countershaft is just a teeny bit tight in the bearing, you could either leave it alone - figuring that with heat it will get better - or you can throw it in a lathe and run some extra-fine grit emery paper over it. Option #2 sounds bad but in real life works okay. You are not really taking enough off to make it out of round, you are just manually super-finishing it.
- I will admit that I tend to make things too tight. For race bikes take all my numbers and double them. Race bikes don't like to be tight. They like to be just about ready to fall apart, cuz that's when they run best. But for a street bike, seems like smooth and quiet and long-lasting are good qualities. So if you like things looser, no argument from me. But KEEP IT PARALLEL !! That really does matter.
- In clearancing the closed in bearing, you should be able to get a half thou reasonably easy. Use sharp tools with a little radius on the corner and go slow. No prob.
- Do you have readouts ? That makes it a lot easier. They are not God, btw, don't believe them that you are actually going to hold .0002“, they don't, but it's better than indicators. And if you get the shafts parallel within a thou, it'll be great. Better than new.
- Have at it, just be careful and think first, do second and it'll come out good.
- Q - Regarding the need for backlash. It's a constant mesh transmission and two of the gears have to slide on their shafts to shift gears. So would that be a reason to keep the backlash on the loose side so they slide without binding? (needspeed)
- A - Absolutely. I have that weakness, I try to make things too tight. If you are smart, you'll double all my numbers for backlash