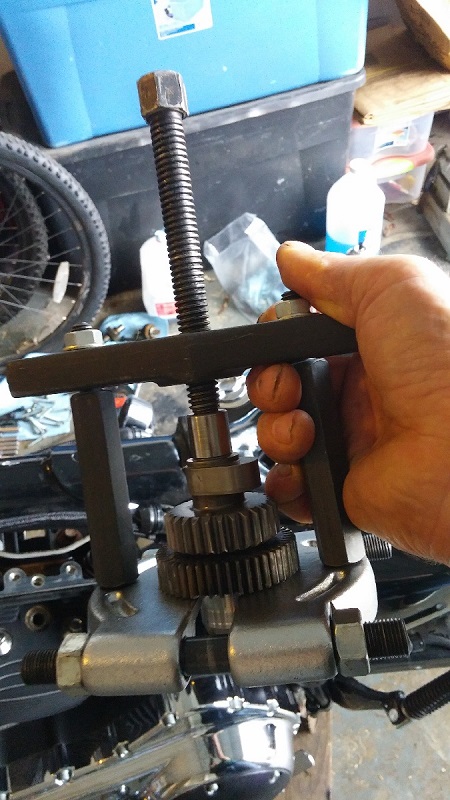
Decrease the width of the collet. Install it into and behind the bushing. Tighten the nuts to expand the collet.
Then yank the bushings out by knocking the slide against the handle end of the tool 4)
Check local auto parts stores for a pilot bearing puller. 5)
This works basically like the slide hammer except it pulls the bushings out instead of knocking them out. 6)
For smaller bushings, grind the back of the jaws a
little so they close more to fit the smaller space. 7)
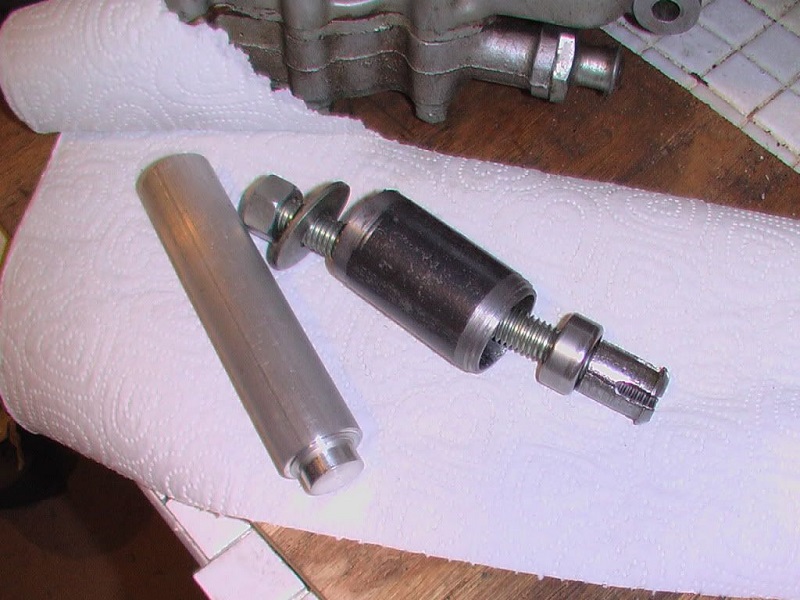
Homemade bushing remover:
The puller is made from 1“ ID black pipe and 1/2”-13 threaded rod. You tap the flex head-puller head through the cam bearing.
The little nub puller with a collar that you knock into the bearing is made from 3/4“ rod. Then screw the rod into the head to tighten the jaws.
Then place the collar over the rod and nut to start the pulling.
4 grooves were cut into the end for flex / compression to push through the bearing.
Then it was center drilled 7/16” and tapped 1/2“-13 and the slots were cut with a 3/16” end mill.
The threaded rod causes outward pressure on the jaws of the head when pulled. 8)
Bushing Installation
These are typically knocked in with a commercially available long rod and a hammer.
Below are a couple homemade tools for installing the bushings. A knocking rod and a compression plate.
The knocker rod is made from 1“ aluminum bar stock with a .030” shoulder to recess into the bearing, .030“ into the case. 9)
The compression plate is made from a scrap steel plate. The bolts screw in to push the bushings in place. See the build pics below by Hippysmack.
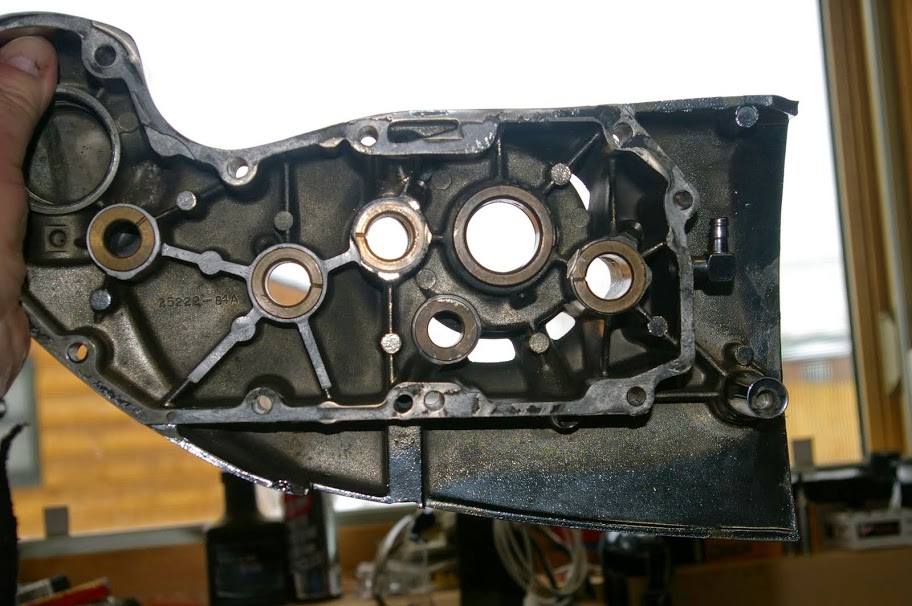
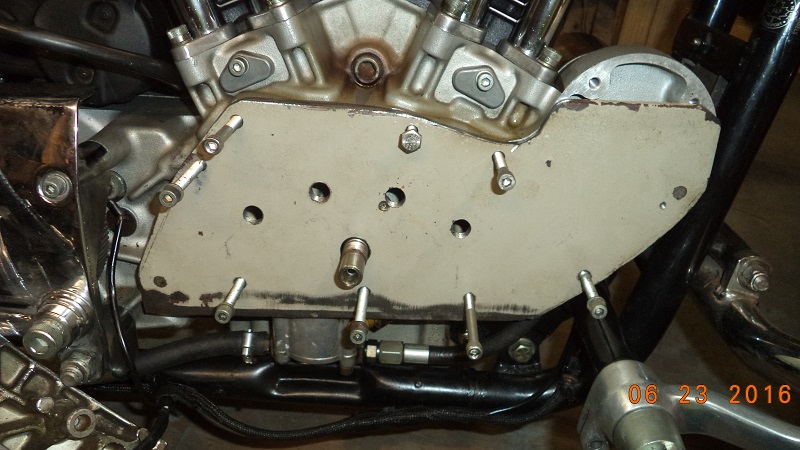
I decided to make my own bushing installation tool since I have checked with the MOCO in three states and nobody has the one mentioned in the FSM for sale. A bushing hammer would have worked fine but I didn't want to beat the cam bushings in my engine. Besides, I wanted to use the shop. The plan is to make an installer, press the bushings in with it and ream the bushings thru a spare and molested cam cover. I'm doing this backwards from the FSM. Your suppose to ream the bushings to exactly 11/16” at a right angle, place the cover on the case half (which has been split from the left case half) and then ream through from the case half into the cam cover with a pilot reamer. I have a reamer that is 11/16“ dia from one end to the other and the cutting blades are over 3” long.
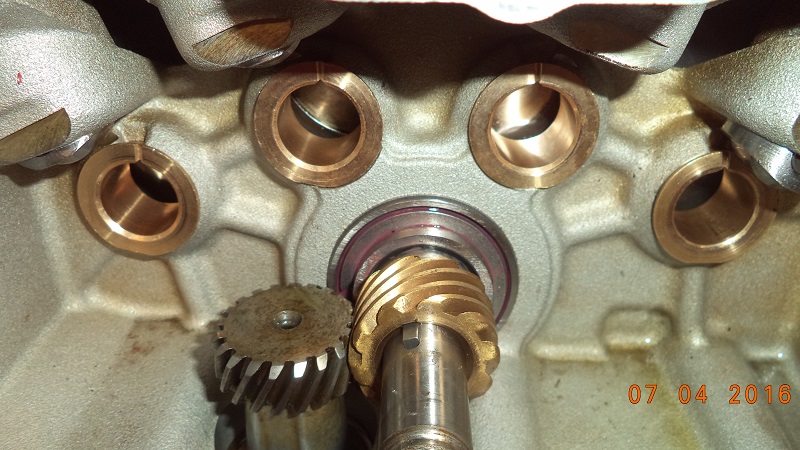
My cam bushings turned out to be .005“ out of service limit in the right case half. So, I yanked them out with the HF tool above.
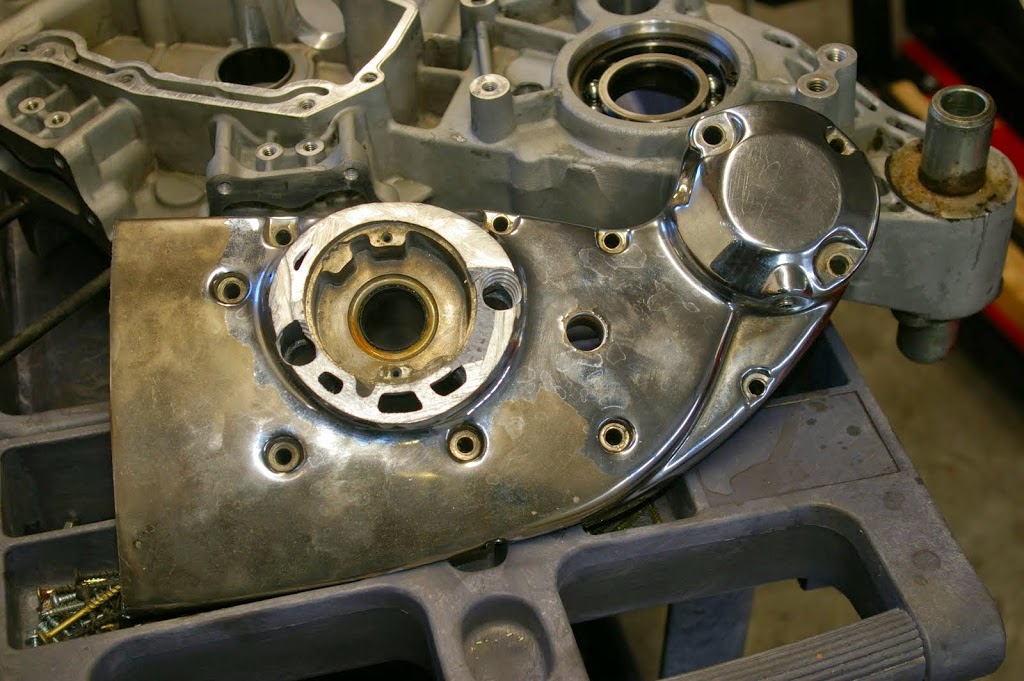
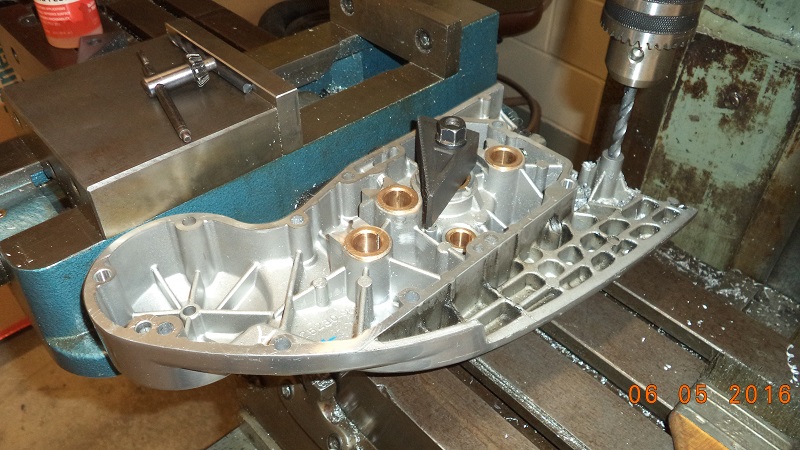
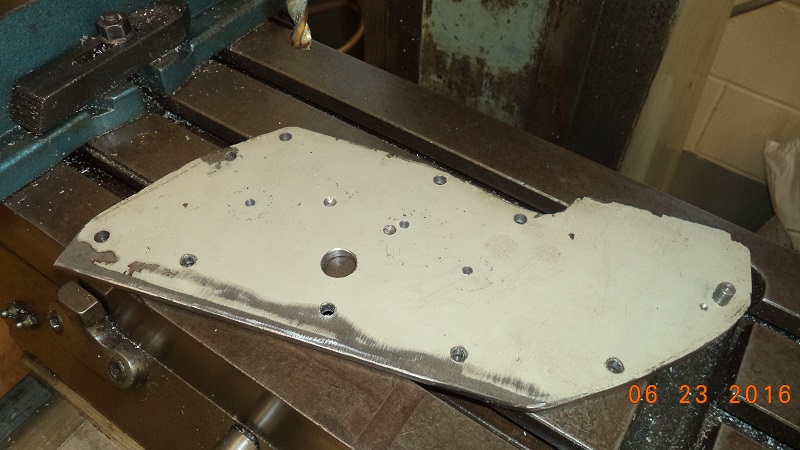
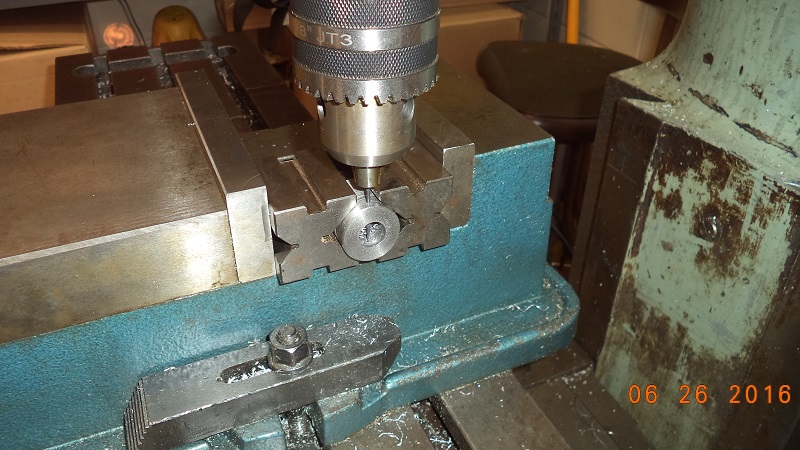
I bought a used cam cover off Ebay to reverse engineer an installation plate for the right case cam shaft bushings. I started by setting the cover upside down and tightening it down using the timing cover boss as a horizon or parallel to the face. I found center of the cover bushings and milled a smaller bit through to the outside of the cover.
Cut (2) 5/16” dowel pins, aligned the cover on my plate and drilled and installed one of them.
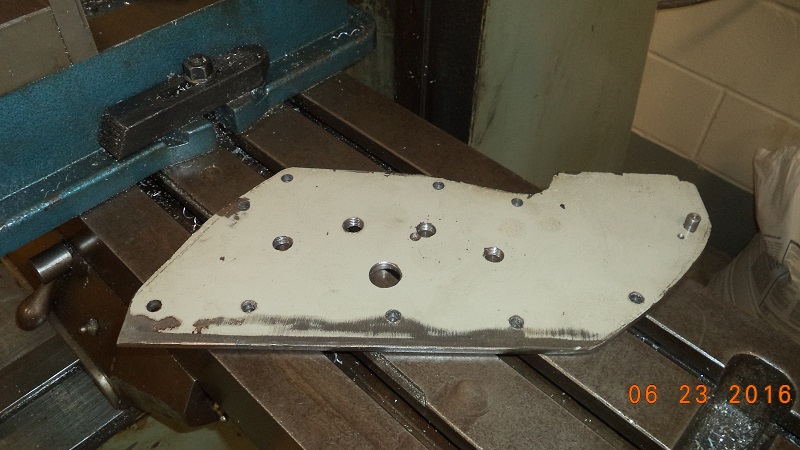
Milled out the bushing holes on the outside down to the back of the existing bushings to allow full access straight thru.
Built a center bushing to slide inside the pinion bushing and centered for a small drill bit, drilled thru the base plate then widened it to slide over the pinion shaft.
Exact center on the pinion shaft with a 5/8“ bit but later had to enlarge to 11/16” due to the pinion shaft being almost 5/8“ (.5615” actual).
Installed the pins and it doesn't budge. With the dowel pins in perfect alignment, I can now drill out the mounting holes and the threaded holes for each press.
Originally going for a tight fit and without perfect alignment of the pins, my project is shot since there is way to much movement between the mounting screws and the mounting holes and no other way to true the bushing holes between the cover and the case. I had to remove the pinion gear to install the cover.
1-1/2“ steel is the smallest I've got right now so I've been spending a lot of time turning it down. I did get the mounting bolts drilled in the plate.
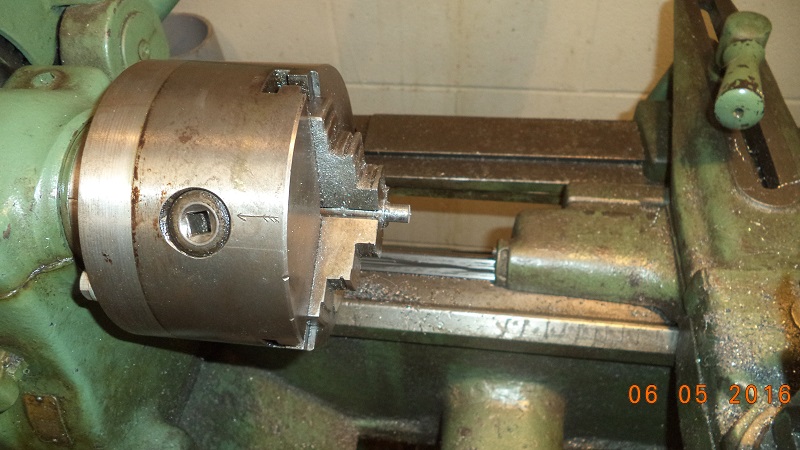
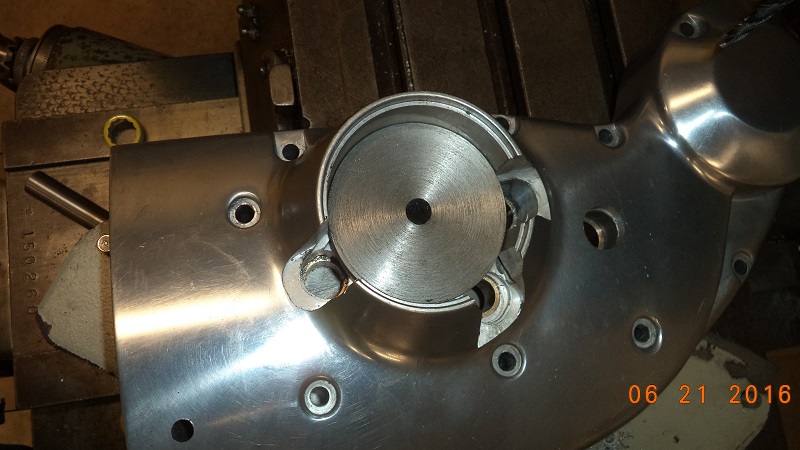
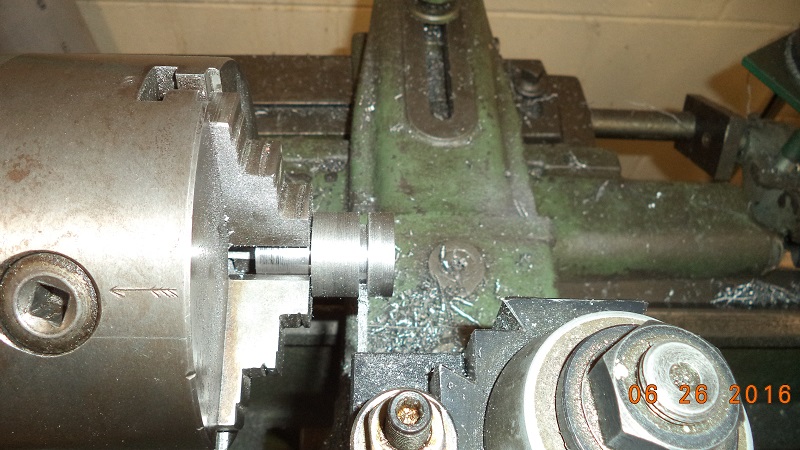
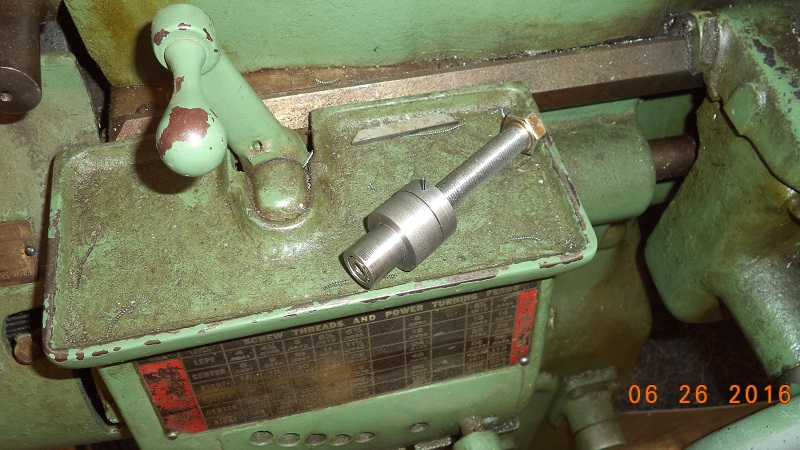
Turned a bushing holder for the press. This will hold and press the brass bushing in the case via a threaded 1/2”x20 bolt tapped into the back of it from the base plate.
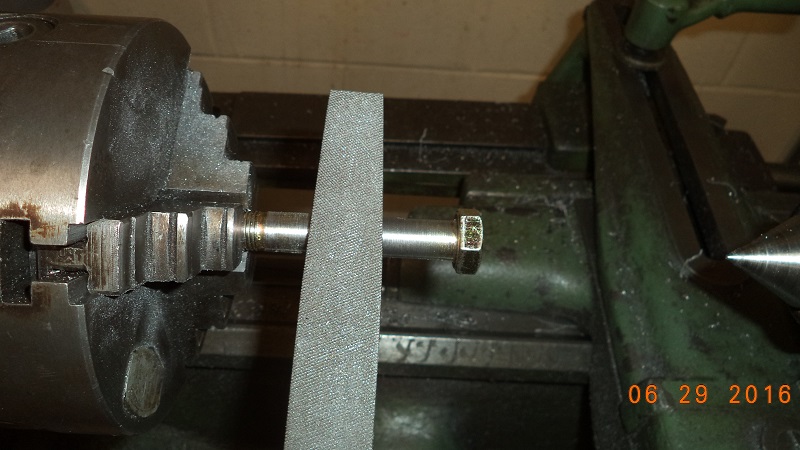
Turned a 3-3/4“ stock down to 3.005” for cam #2 hole. Still have to neck 2“ length of that down to 11/16”…..gonna take a while.
I cut a center hole bushing for the 3 cam shaft slots in the cover that are the same size.
The number 2 cam bushing in the cover is bigger and it's also shorter in length. I made it's center bushing to sit on the mounting area for the ignition.
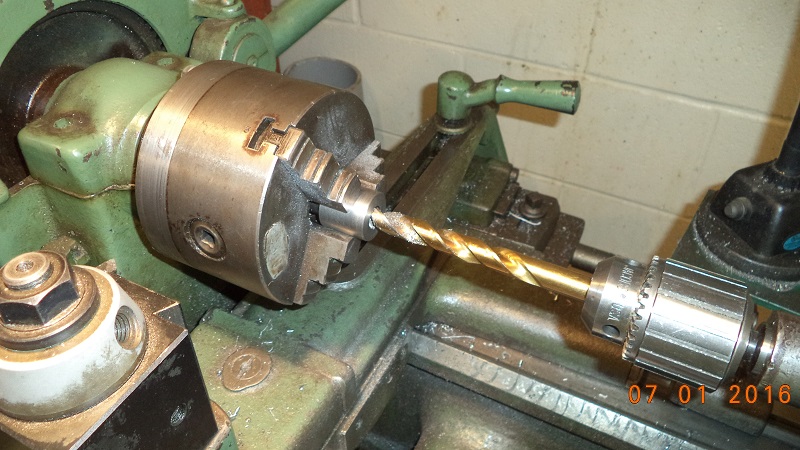
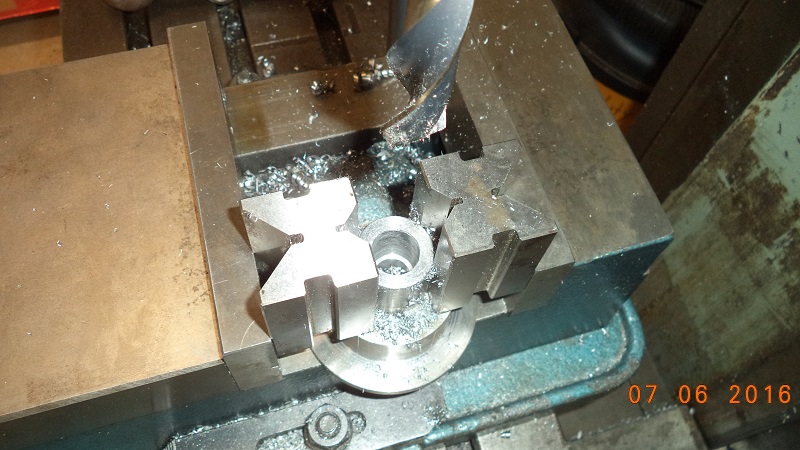
Now, with all the holes marked, I was able to start my drilling for taps.
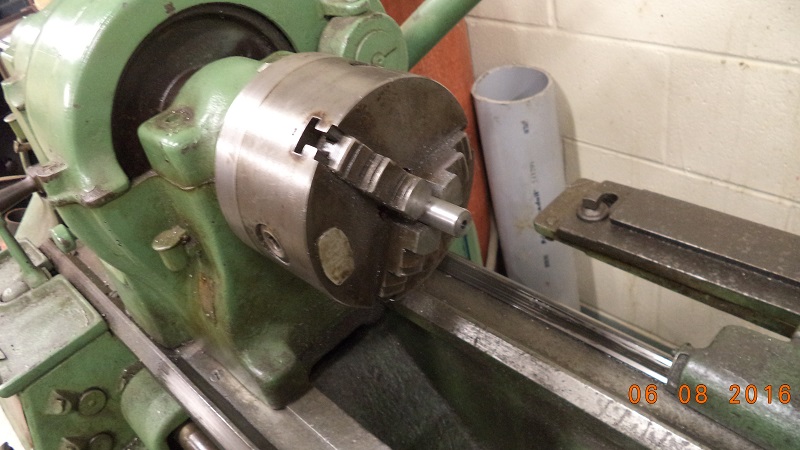
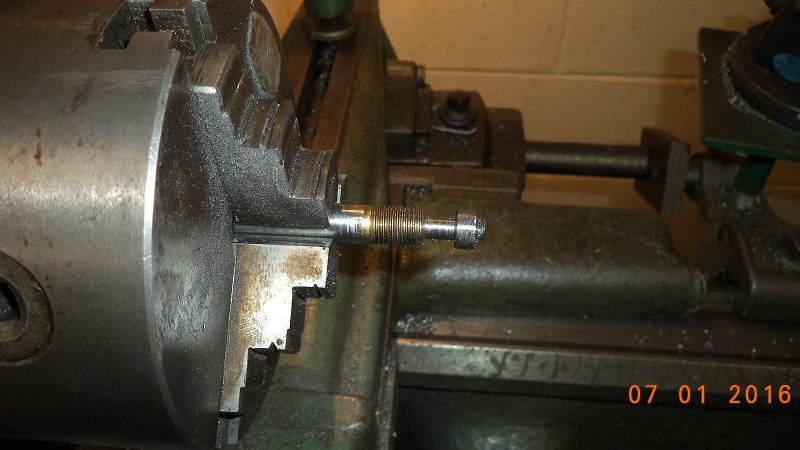
Spindle mounted tap wrench is too loose at the jaws but it's for starting taps.
Threaded the bushing holder and pulled it up to test and it pulled up nice and flush.
I opted for some wiggle room when installing the bushings, pre-drilled the tap holes 1/64“ bigger for a looser thread since if it's not just right, it won't run the bushings in flat. 29/64” instead of 7/16“ (.0156”) more for 1/2“x20” bolts.
The cam bushing installer is complete. I drilled 1/4“ thru holes through the bushing holders and then 1/2” holes about a third in on both sides.
Then cut them into two pieces, a pusher and a turner.
Took about 0.001“-0.002” off the shank of (4) 1/2“x20 bolts with a file, then cut down the first 1” or so to 1/4“ threaded the 1/4”x20, then threaded the 1/2“ shank all the way down.
Almost finished product.
Filed down the corners on the 1/4” nuts since they were backing off in reverse (can't have nuts inside my engine case). I also spiked the threads on them upon final installation.
Got cautious and re-cut the turning washers for threaded 1/2“x20 so the pressure would be against the threads and the pins, used red Loctite on the 1/4” and 1/2“ threaded washers. Now finished press.
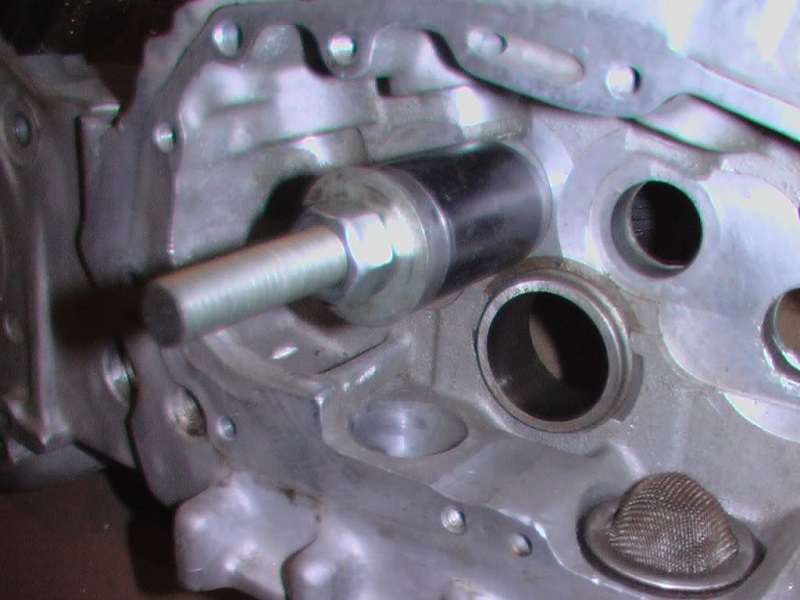
Did final fitting on the pressing plate including inspection holes that double to allow my fingers to hold the bushing with the slot up until the pressure holds it there. Then all I had to do was turn the bolts in until I watched the bushings seat. The bolts backed off with ease with no binding when done.
Hand reamers are tapered to allow you to center up into the hole before reaming. I couldn't use one since the taper is about an inch in from the end and I only half less than an inch from bushing face to crankshaft. I used a 11/16” chucking reamer with a 45 degree chamfer only at the end of it with a 9/16“ shank. I had to make another bushing for the reamer, 11/16” OD to insert in the spare cover bushings, 9/16“ ID to accept the reamer shank and keep it centered. The chucking reamer is not long enough to ream both holes at once. The 45 degree chamfer is short enough that it will go past the end of the bushing but not into the crank.
The bushings in my original cam cover are all in spec so I don't have to change them out. This one only has four flutes….I'd rather have eight. Theoretically, the case and cover bushings are all 90 degrees from the mating surface, so you could ream each separately at 90 degrees and put them together as a unit. However, if you deviate off 90 degrees, then you change center and the 'out of service' clearance for these is only .003”.
I decided to use the center bushing I had already made for the press since I don't have any more big stock. I planned on keeping the one I made for the tool pilot holes and making another to ream bushing number 2 in the case. I bored a 9/16“ hole thru it to accept the reamer shank but the reamer cutting edge is 2.25”. From the gasket surface to the brass bushing face is only 1.8“ ish. So, I drilled an inch into the back of that center bushing with a 11/16” bit to loosen it up a bit. I ran a 3/4“ milling bit into it and low and behold, the bit was burnt and wouldn't cut. So, I ran an 11/16” end mill into it and played around a little until it widened out enough for me. It's ugly but not important. Only the free space inside the back is.
Used Lucas assembly lube. I needed some really thick oil to catch the shavings before they got into the engine. I put a big drop in each flute and pulled it down flat with my finger. After removing the reamer, each time, I could not shake any shavings on the floor.
All shavings fell in and stayed in the flutes. There are no shavings on the crankshaft or the end of the reamer which was coated also with the Lucas.
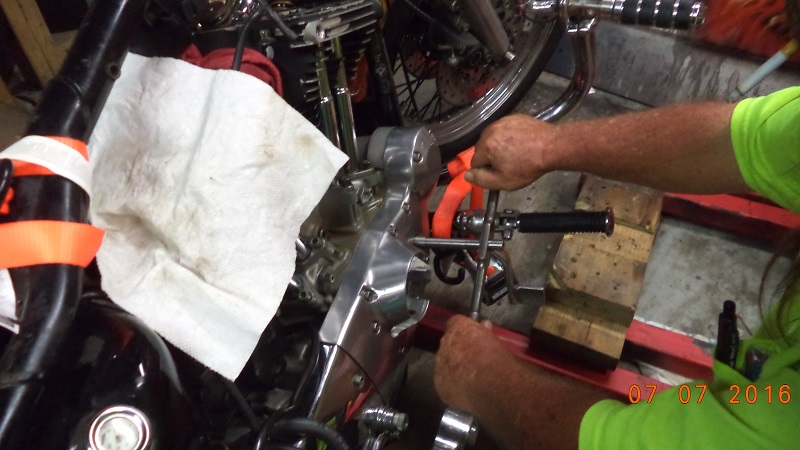
I first used the tapping spanner wrench with a center hole just over 9/16“ so it went onto the reamer end. I set the 45 degree chamfer into the bushing and turned the reamer slowly while giving light pressure on the reamer end all the way till touching the crankshaft. Then turned all the way around a couple of turns.
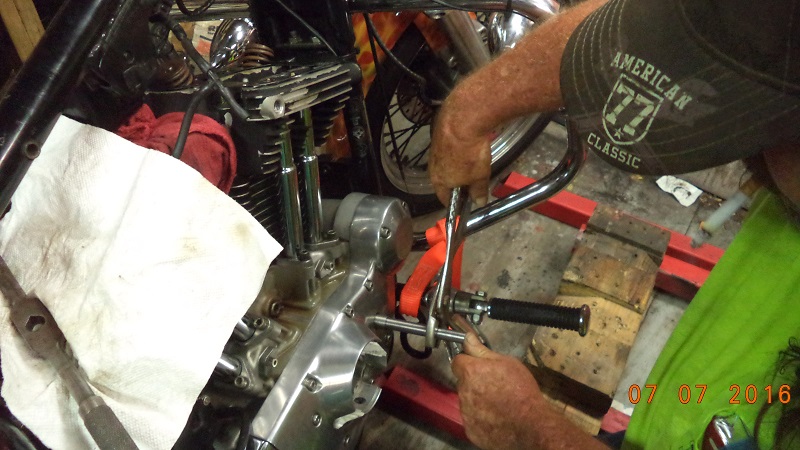
Then, took some big pliers and turned several times to open up the hole to allow the reamer to turn easier until I could use just a rag in my hand turning until the reamer spun around freely. With an 8 flute reamer, I may have been able to skip this step.
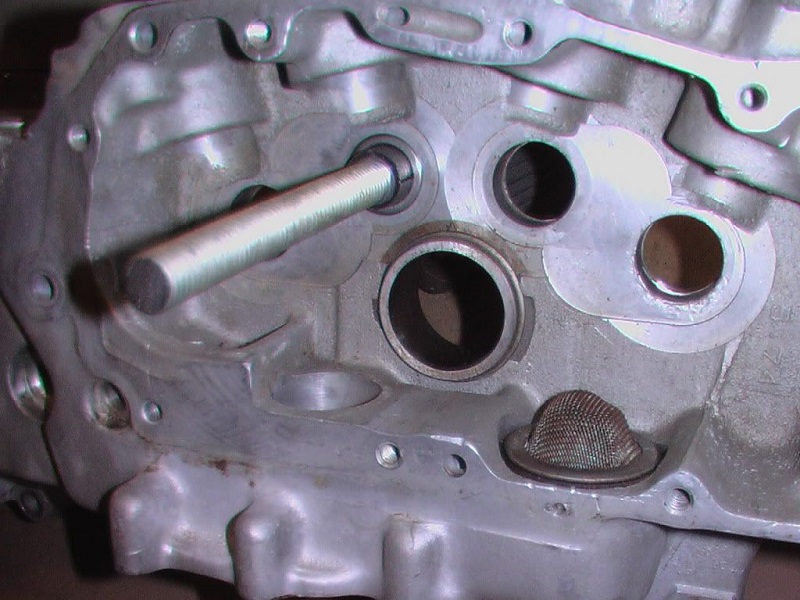
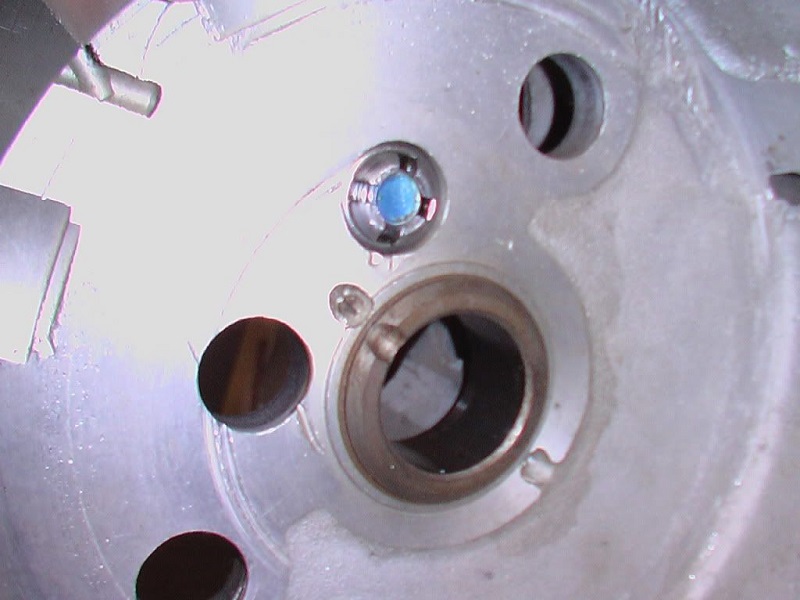
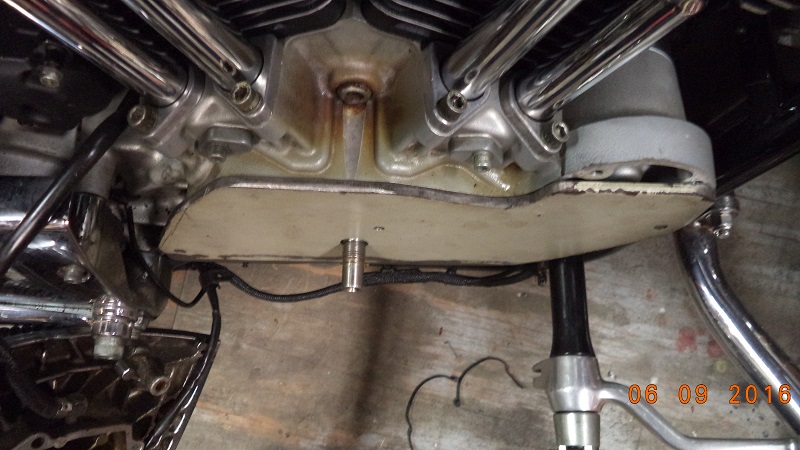
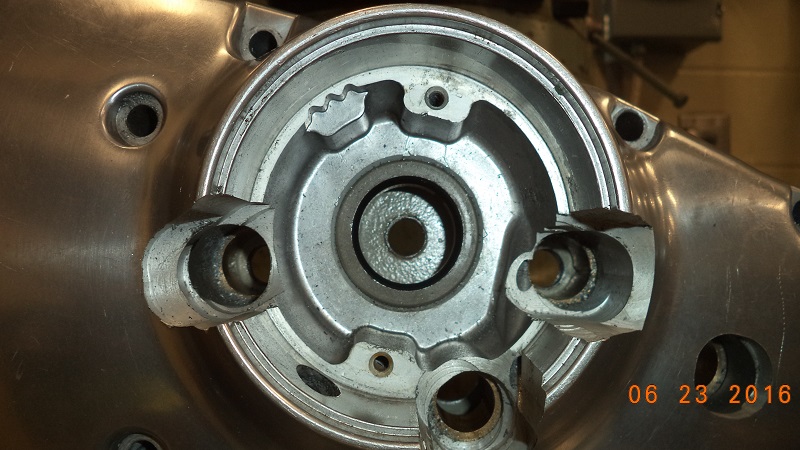
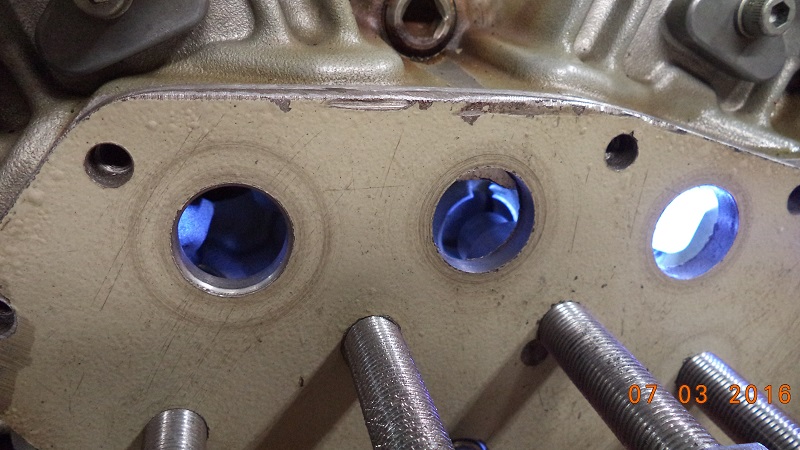
Here's the bushings after reaming. The clearance did squeeze in .015” when the bushings were installed. That also coincides with the standard pre-ream bore size. 11/16“ (0.6875”) reamed bore yields 0.0075“ clearance (service limit of 0.003”).
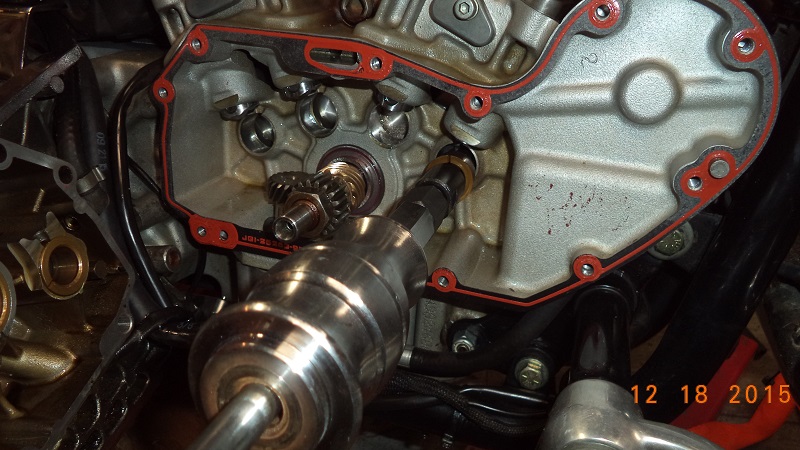
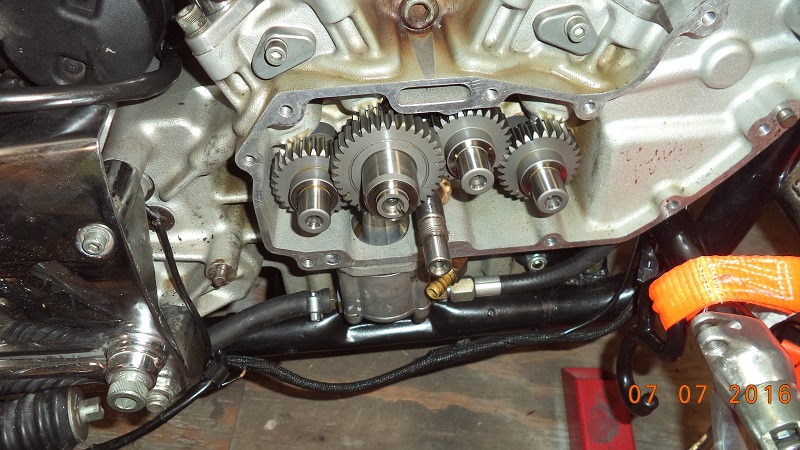
Cams fitted and all move freely together without binding.
This website uses cookies. By using the website, you agree with storing cookies on your computer. Also you acknowledge that you have read and understand our Privacy Policy. If you do not agree leave the website.More information about cookies